


mas4t0
-
Posts
920 -
Joined
-
Last visited
-
Days Won
10
Content Type
Profiles
Forums
Events
Store
Downloads
Gallery
Posts posted by mas4t0
-
-
I've heard mention a few times of these special Jacques PMs, I had a disagreement with Jacques a while ago, but never earned the PM unlock. 🙄
Would anyone like to share theirs with me so I can see what I'm missing?
-
Barrett,
I'm sure I provided you with a link to a translation of an article written by Nakamura Taisaburo (which covers this topic in depth) in one of your earlier threads.
If you look there you'll find all the info you need (including other important features to keep in mind, such as suitable cross sectional geometry, balance point, nakago length and sori).
If you're buying a traditionally made shinken, I'd stay within the upper length limits mentioned there, if you're looking at a non-traditional blade the extra strength of the steel will allow for whatever length is best suited to you and the other dimensions can be scaled accordingly (though a blade within the limits mentioned might be long enough for your needs).
As Michael mentioned, this is elaborated further in The Spirit of the Sword, as I recall you were looking to source a copy in Canada? A thread in the want to buy area of the forum should find you a copy quickly and easily. It isn't a rare or expensive book.
-
 1
1
-
 1
1
-
-
44 minutes ago, Aiden CC said:
It seems like ni-mai with hardenable steel on one side and iron on the other
Correct.
It cuts down on the amount of (expensive) steel required; kogatana don't have the strength requirements of swords, so steel is only required for the sake of edge holding.
As the iron is unhardenable you cannot get a hamon on that side, but it's easy to file and engrave.
-
36 minutes ago, Jacques D. said:
Mark
I removed the link to the blade forum because, not being a native English speaker, I didn't realize at first time that what it said was not entirely accurate.
I've a gift for jean and you :
https://en.wikipedia.org/wiki/Flux
Try to digest this. For me it's enough, I leave you to your certainties, but I'm still a little disappointed because I only got denials but without any argument to support them.
Pangloss,
I'm familiar with the content in each of those pages.
You'll notice that the page on atomic diffusion has the following to say with regards to diffusion in polycrystalline materials (i.e. solids that consist of many small crystals [“grains”]) such as the material we've been discussing.
QuoteDiffusion in polycrystalline materials can involve short circuit diffusion mechanisms. For example, along the grain boundaries and certain crystalline defects such as dislocations there is more open space, thereby allowing for a lower activation energy for diffusion. Atomic diffusion in polycrystalline materials is therefore often modeled using an effective diffusion coefficient, which is a combination of lattice, and grain boundary diffusion coefficients. In general, surface diffusion occurs much faster than grain boundary diffusion, and grain boundary diffusion occurs much faster than lattice diffusion.
*I used your own words next for clarity.
and on the other you say that (picture below)
Wouldn't it be like a contradiction. (sic)
QuoteYou should learn the basis of physic before talking, such the conservation mass law. Each layer of steel is a body independent of the others. The law of conservation of mass obliges you to preserve the same number of molecules or atoms in this body (constant of Avogadro). If you remove an atom you must replace it, then explain me how and by what.
-
1 hour ago, Jacques D. said:
You are a perfect example of Dunning/Kruger effect and i remove it to replace it by the IPCC link which is far more important to my eyes (the number of signatures is limited).
Because it's relevant as soon as you have material, whether it's solid, liquid or gas
Again, learn the basis of physic.
Funny
https://www.bladeforums.com/threads/what-is-carbon-migration.484147/
Ok Pangloss, lets review.
First off, regarding the Dunning/Kruger effect, that's precisely what I expected you to say.
Second, if you consider Avogadro's constant to be relevant whenever you have solid, liquid or gas (though for some reason not plasma) am I to understand that you write your recipes in terms of the number of particles rather than in terms of the mass of the ingredients?
If so, I'm impressed (but also perplexed) by your eccentricity.
Finally, with regards to the thread you linked (which you've now seemingly removed from your post, but which is fortuitously preserved in my quote in this post) this is a quote from Kevin R. Cashen (a highly respected ABS Master Smith and the only name on that thread I recognise).
Quote
As mete pointed out "Carbon migration" is just a nonsensical term that bladesmiths use to describe carbon diffusion. It seems that every smith that has written about it has described it as something that is bad or to be avoided, and this is the really unfortunate nonsense. All these years that smiths have been dumping mild steel into their damascus the only thing that has been saving their butts from the embarrassment of having huger chunks blow out their weakened edges is "carbon migration". Unless one goes to great lengths to overcome it, carbon diffusion is something that is unavoidable at welding temperature and we should embrace it. Real contrasts in the etch is very very weakly affected by carbon anyhow and one of the reasons that the whole folding and welding thing was done in ages past it to evenly distribute things like carbon, only modern smiths seem to want to do the opposite.What's the problem?
This is the same thing as Jean and I have been explaining (i.e. carbon diffusion).
-
5 minutes ago, SRDRowson said:
I apologise Simon and (almost) everyone else.
-
4 hours ago, Jacques D. said:
You should learn the basis of physic before talking, such the conservation mass law. Each layer of steel is a body independent of the others. The law of conservation of mass obliges you to preserve the same number of molecules or atoms in this body (constant of Avogadro). If you remove an atom you must replace it, then explain me how and by what.
ps your links makes me laugh a lot, thank you for that.
Pangloss,
In short, no it isn't. Why would you think that?
What do you think the relevance of NA (the number of constituent particles per mole) is to this discussion? The number of molecules or atoms in a body would only be given by Avogadro's constant if the mass is equal to the molar mass - otherwise you have to multiply the number of moles by Avogadro's constant to get the number of particles. The amount of matter is given by the mass, NA is simply a constant to allow conversion from the quantity of mass to the number of particles (assuming you know the chemical composition).
Conservation of mass does not imply conservation of mass within a given layer or indeed within the billet as a whole, just that no matter is created or destroyed. As you well know; the overall mass of the billet is reduced during processing (though the mass is obviously conserved overall as there has been no nuclear fusion, nuclear fission, annihilation, etc). The mass lost from the billet or from a given layer obviously still exists (somewhere) so mass is conserved.
Or were you going to tell us that gain weight (through overeating) and weight loss (through diet and exercise) are impossible, as the human body is an independent body and mass can neither be gained or lost? Of course mass and energy are zero sum (as they equivalate and are conserved), but the allocation can change.
I have a reasonable grasp on physics and chemistry, but I'm starting to seriously doubt that you do.
If your understanding of physics is misaligned with empirical findings to such an extent that you conclude (rigorously) observed phenomena to be impossible, perhaps it's time to reassess your grasp of physics?
As you contiunally refer to yourself as a physicist, that would imply you have a pHd in the field. How did you procure a pHd in physics without a basic grasp of the scientific method?
I'm referencing material from the relevant scientific discipline - maybe you should take up your misgivings with the field of metallurgy as a whole (as my physicist acquaintance mentioned earlier did with the field of economics)?
Why did you remove the Dunning-Kruger effect from your signature if you're so determined to be a poster boy for it?
-
4 hours ago, Alex A said:
Hi Mark, cheers
Im just wondering whether that is relevant here?, and i say that because of TIME.
Just been watching another video about what Jacques said and this guy states that carbon travels at approx 0.005" or in our terms 0.127mm per HOUR
If its the case, would it make much difference?
Ps Christian, i get the point of your post now, cheers
2.15 in this vid
Hi Alex,
Jean did some simple calculations earlier in the thread. I think the key point is that this is happening at each layer where there's a diffusion gradient. If the layers are 0.06mm thick (for example) and there's a diffusion gradient on both sides, it only has to diffuse across 0.03mm (0.06/2), which by the above numbers would take ~15 minutes. Clearly the billet spends a lot longer than 15 minutes at forge welding temperature, so we would expect full homogenisation of carbon as a result of the refining process.
It's not particularly relevant when considering lamination (i.e. san-mai) as there are orders of magnitude fewer layers, and they are orders of magnitude thicker. But even in that case smiths will generally forge weld a short, stout laminated billet (to maximize layer thickness and minimise diffusion) and then draw that out to form the blade.
-
 1
1
-
-
As promised, I'm going to try and avoid any opinions or analysis of my own (they'd surely be incorrect), but this carbon diffusion denial is quite ridiculous.
It's been well known and well studied for decades. It's well known because it's the root cause of many problems in industrial applications.
I understand your doubts Alex and your reasoning, but this is a diffusion process which takes place in addition to the mixing effect you described - to observe diffusion in your inks you'd probably need to dilute them significantly with a solvent. This isn't an unfounded belief, it's based on a huge body of empirical evidence.
I'm not going to type up entire chapters from text books on the topic, but I would encourage people to read some relevant books.
Anyhow:
From Elements of Metallurgy and Engineering Alloys (link):
Chapter 5: Diffusion:
Abstract:
Diffusion is the movement of atoms through the crystalline lattice. This chapter discusses the two main types of diffusion that can occur in solids: interstitial diffusion and substitutional diffusion. It describes Fick's first and second laws of diffusion, with emphasis on several applications of the latter. The chapter also provides information on the temperature dependence of diffusion, intrinsic diffusion coefficients (Kirkendall effect), and high diffusion paths.
From Steel Metallurgy for the Non-Metallurgist (link):
Chapter 7: Diffusion—A Mechanism for Atom Migration within a Metal:
Abstract:
Diffusion is the primary mechanism by which carbon atoms move or migrate in iron. It is driven by concentration gradients and aided by heat. This chapter provides a practical understanding of the diffusion process and its role in the production and treatment of steel. It discusses the factors that determine diffusion rates and distances, including time, temperature, and the relative size of the atoms involved. It also describes two heat treating methods, carburizing and decarburizing, where carbon diffusion plays a central role.
Are we happy now?
-
2
-
-
7 hours ago, Jacques D. said:
Mark,
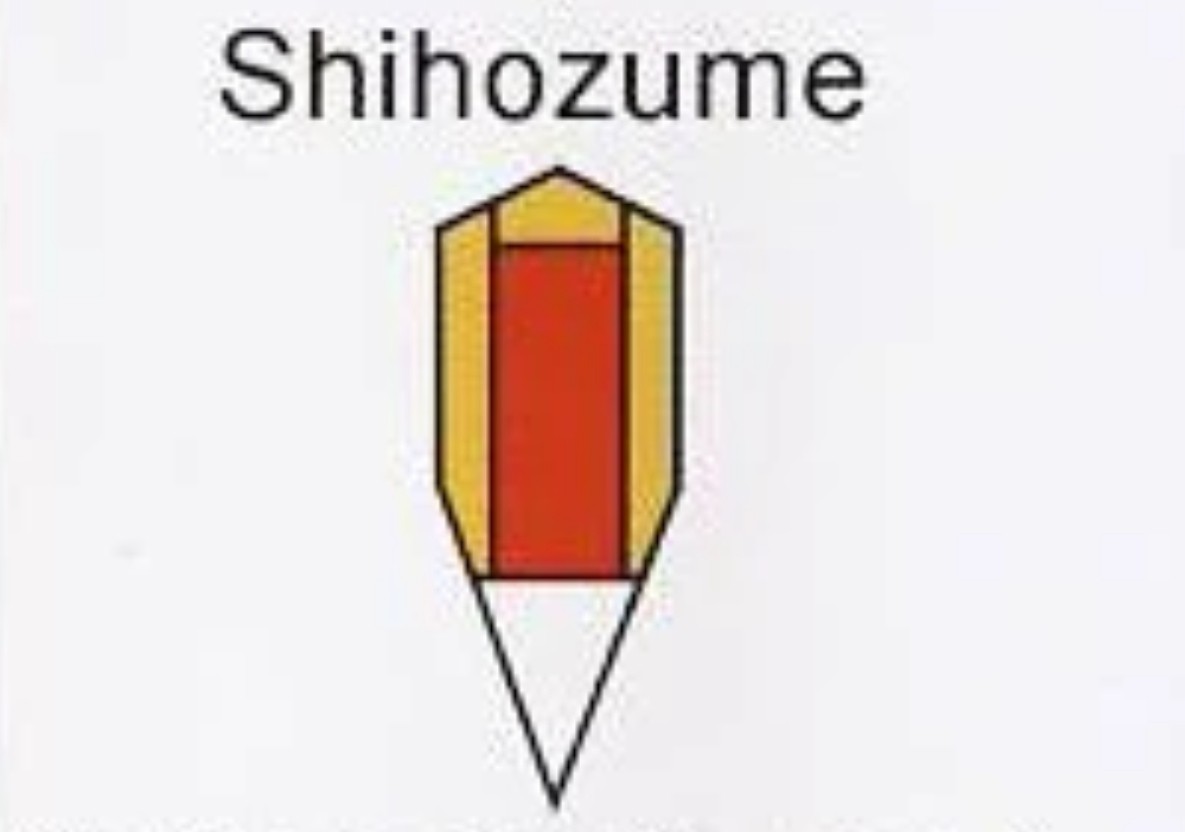
First of all, learn to read a scientific study and the figures. Words have a meaning and it is not the one you want to see. The shihozume that you see comes from your imagination (or bad faith)
(Professor) Jacques,
Thank you for so generously sharing your great wealth of knowledge.
If I can't read a simple paper, I clearly have nothing of value to say here, so I'll bow out and avoid further comment.
I know that the word "Shihozume" is not mentioned in the study, but a similar type of lamination is shown and described. I used the word and provided an illustration for added clarity as it is a term that all here will be familiar with.
Why in your (expert) opinion do those regions have differing carbon content, and why is lamination visible in the cross section if the blade is not in fact laminated?
This thread has reminded me of an old acquaintance (a physicist) who wrote a simulation and a paper modelling the economy on ideal gas laws. It was a masterpiece, complete with references to papers which had no relevance to what he was using the reference to support and to (unpublished) papers he had written (which obviously only referenced other papers he had written and which had not been accepted for publication, a closed system as it were); always a lovely flourish, showing true mastery of the scientific process. His conclusions were predictably absurd. In effect he concluded that if someone wealthy were to interact with someone less well off, the wealthier party should give the other party half of their net worth - in so doing, it would naturally follow that all societal problems and political differences would resolve themselves in a matter of days (remember that this was a serious piece of academic work and was not intended as satire). He also considered (entirely arbitrarily) that this should only apply when the wealth of the wealthier party was above a certain threshold, which he was of course below. He was angry and upset that no major economics journal was interested in publishing his groundbreaking magnum opus. His more recent extra-curricular activities have involved carrying out a study on bus punctuality, which had major methodological flaws (which is quite impressive for such a simple project).
I don't grasp your meaning of "bad-faith", so I suppose I'll go re-read some work by Sartre (maybe when I'm done and have thoroughly misunderstood his meaning you'll be so kind as to help me with that too).
The below is from a class on Mathematics for Computer Science. It's been quite a few years since I took the class, but I like to keep a copy on hand. I think we're approaching a full-house (a rare accomplishment for a single thread), if we keep this going I'm confident we can get there!
Popular Proof Techniques NOT Allowed
SpoilerProof by throwing in the kitchen sink:
The author writes down every theorem or result known to mankind and then adds a few more just for good measure. When questioned later, the author correctly observes that the proof contains all the key facts.
Proof by example:The author gives only the case n = 2 and suggests that it contains most of the ideas of the general proof.
Proof by vigorous hand waving:A faculty favorite. Works well in any classroom or seminar setting.
Proof by cumbersome notation:
Best done with access to at least four alphabets and special symbols. Helps to speak several foreign languages.
Proof by exhaustion:An issue or two of a journal devoted to your proof is useful. Works well in combination with proof by throwing in the kitchen sink and proof by cumbersome notation.
Proof by omission:“The reader may easily supply the details.”
“The other 253 cases are analogous.”
“...”Proof by picture:
A more convincing form of proof by example. Combines well with proof by omission.
Proof by vehement assertion:It is useful to have some kind of authority in relation to the audience.
Proof by appeal to intuition:
Cloud-shaped drawings frequently help here.
Proof by reference to eminent authority:“I saw Fermat in the elevator and he said he had a proof . . .”
Proof by intimidation:
Can involve phrases such as: “Any moron knows that...” or “You know the Zorac Theorem of Hyperbolic Manifold Theory, right?”
Proof by intimidation (alternate form):Consists of a single word: “Trivial.” Often used by faculty who don’t know the proof.
Proof by reference to inaccessible literature:The author cites a simple corollary of a theorem to be found in a privately circulated memoir of the Slovenian Philological Society, 1883. It helps if the issue has not been translated.
Proof by semantic shift:Some standard but inconvenient definitions are changed for the statement of the result.
Proof by cosmology:The negation of the proposition is unimaginable or meaningless. Popular for proofs of the existence of God.
Proof by obfuscation:A long plotless sequence of true and/or meaningless syntactically related statements.
Proof by wishful citation:The author cites the negation, converse, or generalization of a theorem from the literature to support his claims.
Proof by funding:How could three different government agencies be wrong?
Proof by personal communication:
“xn + yn = zn for n > 2” [Fermat, personal communication].
Proof by importance:A large body of useful consequences all follow from the proposition in question.
Proof by accumulated evidence:
Long and diligent search has not revealed a counterexample.
Proof by mutual reference:
In reference A, Theorem 5 is said to follow from Theorem 3 in reference B, which is shown from Corollary 6.2 in reference C, which is an easy consequence of Theorem 5 in reference A.
Proof by ghost reference:Nothing even remotely resembling the cited theorem appears in the reference given.
Proof by forward reference:Reference is usually to a forthcoming paper of the author, which is often not as forthcoming as the first.
Proof by metaproof:A method is given to construct the desired proof. The correctness of the method is proved by any of the above techniques.
-
1
-
 2
2
-
-
6 hours ago, Jacques D. said:
Mark
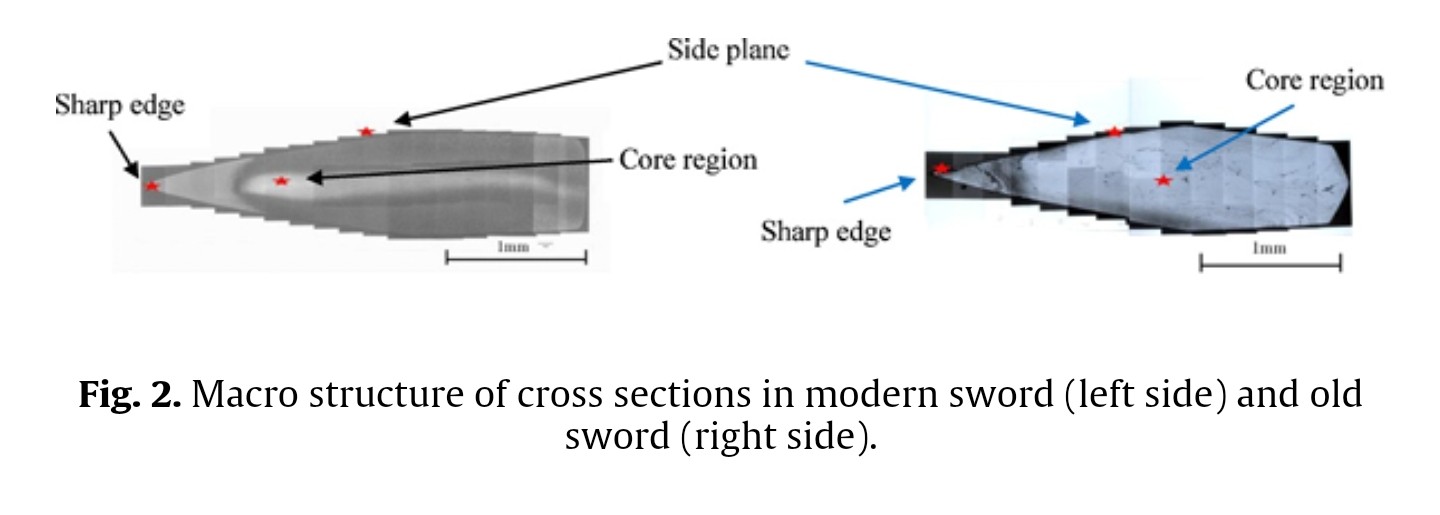
No, re-read the title of this study it gives the purpose of the research, figure 2 is related to this text.
Thank you Jacques.
I'm somewhat confused by what you're saying, could you please elaborate?
It seems quite clear that they're referring to three distinct regions, with different carbon content (and different microstructures), but which are each being treated as internally homogeneous.
You can see below that:
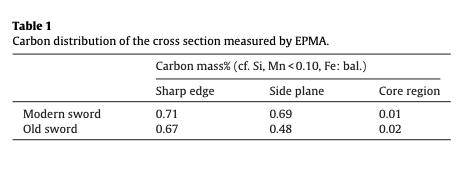
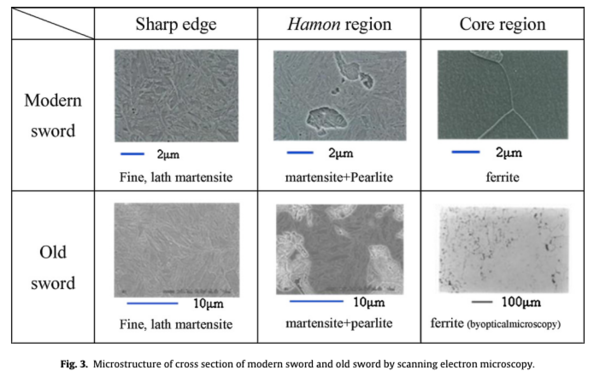
- the "sharp edge" has the highest carbon content on each sword and a fine, lath martensite microstructure
- the "side plane" has lower carbon content on each sword and a martensite + pearlite microstructure
- the "core region" has very low carbon content on each sword and a ferrite microstructure.
This is what would be expected for a differentially hardened laminated blade which was constructed in a Shihozume type way.
What's your explanation of this?
It very much seems like they are treating these regions as each being internally homogeneous but clearly distinct from each other as in a laminated blade (with no mention of hada, blending or pattern-welding).
 Quote
Quote3.1. Microstructure observations with SEM
The macro structure of the cross section in modern sword and old sword is shown in Fig. 2 and the carbon distribution of the cross section of both swords analyzed by EPMA is indicated in Table 1. Itis known that the carbon content of sharp edge especially influences the performance of Japanese sword and its amount is analyzed as 0.5–0.7 mass% in the greater part of Japanese swords [11,13]. These swords are found to be composed of two kinds of middle carbon steel, outside and low carbon steel, inside. In other words, Japanese sword is one of composite materials. There are hardly harmful impurities such as Si and Mn which decrease the sword quality. Fig. 3 shows the microstructures of the three specific regions in the cross section observed by SEM. Around the sharp edge, the microstructure is fully occupied with fine martensite. The morphology of martensite is lath [15–17]. This martensite is occurred by water quenching after hot forging of 10 several times in the process of sword making. The wavy pattern area in side plane contains hard martensite and semi-hard fine pearlite. The core region shows dominantly soft ferrite.
Quote3.2. Distribution of micro Vickers hardness in the cross section
In the cross section of both swords, micro Vickers hardness was measured along center line from the sharp edge. The hardness of sharp edge shows 830-880HV in Fig. 4 and this high hardness corresponds to the hardness of martensite which contains approximately 0.70 mass% carbon.
How do you reach the conclusion that they're referring to different layers in the hada?
-
14 minutes ago, Jussi Ekholm said:
So far I believe I have found 1238 of them (had to count them manually so it took some time).
Thank you for that information Jussi, I'm always amazed by your level of commitment and grateful for your contributions.
Whenever I try something like this (which is rare) I lose count or forget what I was doing. Invariably I end up writing some Python code to automate the process.
-
 1
1
-
-
4 hours ago, Jacques D. said:
Mark
About the study, I'm not sure if you understood what you read, it's not about shihozume but about a mix of two medium hard steels (medium hard steels have a carbon content from 0.3% to 0.6%) and a soft steel core
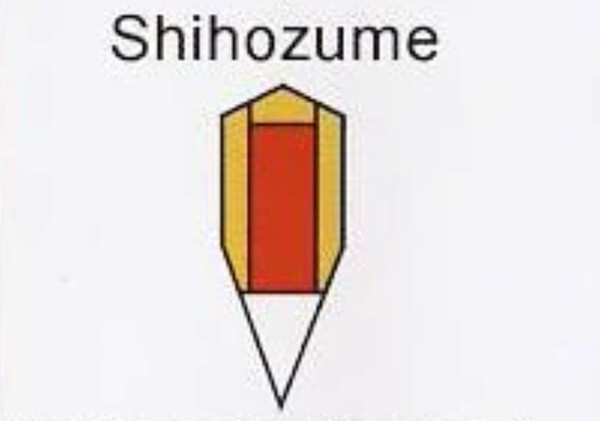
Reread my comment and what is framed in red with the finger.
This section?
I also forge Damascus steel from different steels, which are combined with each other in such a way that the finished blade has a clearly visible structure after etching.
"Damascus" is a commonly used term to refer to pattern-welded steel. It is true that the pattern of "damascus" is revealed through etching (I believe Jean gave a brief overview of the relevant Chemistry earlier in this thread).
But Japanese swords are not "damascus" and the hada is revealed by polishing on stones (as you described earlier).
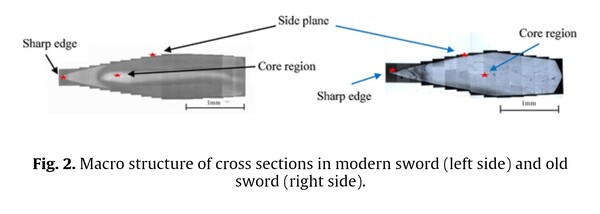
In the image above they've delineated the three regions and you can visually observe the lamination layers. 1) The "sharp edge" 2) the "side plane" and 3) the "core region". This would seem to correspond to:
These swords are found to be composed of two kinds of middle carbon steel, outside [i.e. "sharp edge" and "side plane"] and low carbon steel, inside [i.e. "core region"]. In other words, Japanese sword is one of composite materials.
*[ ] added by me
It seems like a very liberal and creative reading of the text to consider the above quote as referring to layers in the hada (which isn't pictured) as opposed to the macro structure (which are shown and annotated).
If there were discussing hada being formed from two different kinds of middle carbon steel I would have expected some more information on how they established this fact.
I'm not sure precisely what's meant by "different kinds of middle carbon steel". I had presumed that it referred to different levels of carbon content (which would indicate lamination). For the reasons explained by Jean earlier, unless the layers were relatively thick (and the pattern-welding took place after refinement of the steel), you wouldn't maintain a meaningful difference in carbon content between layers in the hada.
Of course I could well be mistaken. My degree only included a couple of courses on metallurgy and I only have a handful of textbooks on the topic - which is to say that while I have a basic grasp of smelting, heat treat, alloying, etc and familiarity with relevant terms and concepts (eutectoids, carbides, unit cells, microstructures, grain, etc) I obviously know very little compared to a specialist (be that a smith or a metallurgist).
-
1
-
-
23 minutes ago, Jacques D. said:
Jean,
There is something that bothers me, on the one hand you say this :
and on the other you say that (picture below)
Wouldn't it be like a contradiction.
ps my house is near Besançon, I was at the citadel every day during this event and I know the blacksmith who served Taro Asano as sakite, it is Robert Greset. We see you on this video.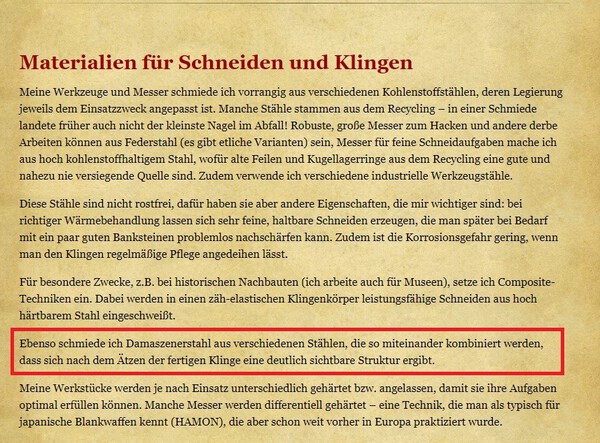
Is this English translation correct?
QuoteMaterials for cutting edges and blades
I forge my tools and knives primarily from different carbon steels, the alloy of which is adapted to the intended use. Some steel comes from recycling - in a forge, not even the smallest nail ended up in the waste! Robust, large knives for chopping and other rough work can be made of spring steel (there are a number of variants). I make knives for fine-cutting tasks from high-carbon steel, for which old files and ball bearing rings from recycling are a good and almost never-ending source. I also use various industrial tool-steels.
These steels are not stainless, but they have other properties that are more important to me: with the right heat treatment, very fine, durable edges can be produced, which can be easily re-sharpened later if necessary with a few good bench stones. In addition, the risk of corrosion is low if the blades are cared for regularly.
For special purposes, e.g. historical replicas (I also work for museums), I use composite techniques. High-performance cutting edges made of highly hardenable steel are welded into a tough-elastic blade body.
I also forge Damascus steel from different steels, which are combined with each other in such a way that the finished blade has a clearly visible structure after etching.
Depending on the application, my workpieces are hardened or tempered differently so that they can optimally fulfil their tasks. Some knives are differentially hardened - a technique that is known to be typical for Japanese edged weapons (HAMON), but which was practised in Europe long before that.There's no contradiction there with relation to the thread. Pattern welding and lamination are two different things. You could do both in a single blade, but you can also make a blade of pattern welded steel with no lamination or a laminated blade with no pattern welding or hada (as in a san-mai blade with stainless steel cladding and a carbon steel core).
I'll add some photos:
"Coreless-damascus" blade showing pattern welded steel (dissimilar alloys) with no lamination:

Stainless san-mai laminated blade, with no pattern welding or hada, but with a core of carbon steel (for the cutting edge) sandwiched between a layer of stainless steel on each side:
Stainless "damascus" (i.e. pattern welded) cladding on a san-mai laminated blade with a tool-steel (CPM-M4) core:
-
1
-
-
5 hours ago, Jacques D. said:
Seeing him is not the proof you talk with him as i did.
Two scientific studies which contradict you (I would like to see evidence to support your assertions)
http://www.militaria.co.za/articles/Characteristics_of_Japanese_sword_produced_from_tatara_steel.pdf
Along that same line (if we're being skeptical) a photo of two people seemingly engaged in conversation is not proof of what was said or proof that a conversion actually took place.
What in those studies do you think contradicts what Jean wrote?
The conclusion from Characteristics of Japanese sword produced from tatara steel:
The short sword prepared from tamahagane by traditional technique was observed by optical microscopy and SEM/EBSD measurements. The sizes of lath martensite were identified with average block thickness 0.47 um and packet size 3.6 um, respectively, which were smaller than those of Fe–C steel. The morphology of packet and prior austenite grain boundaries were quantified, and it was found that the boundaries in the short sword has small curvature and small ratio of straight line compared with ordinary Fe–C steel. It was understood by this analysis that grain boundary of the short sword is short wavelength wavy patterns.
The conclusion from Study of Japanese sword from a viewpoint of steel strength:
Four-point bending test has been performed to estimate the strength of Japanese sword for the first time in addition to a series of metallurgical investigations. The observed main features are as follows:
The microstructure of sharp edge in Japanese sword is fine lath martensite, resulting high hardness.
The sharp edge has extremely large compressive stress like carbonized steels. This stress should contribute to steel strength of sharp edge greatly.
The strength of 4645 MPa for sharp edge in modern sword was measured, and the fracture surface after bending test showed that the crack propagation behavior and the change in the macroscopic direction of propagation were observed.
I read both papers thoroughly, but must have somehow missed the parts relevant to this discussion. Would you be so kind as to quote them or direct me to them?
Are you perhaps referring to this passage?
These swords are found to be composed of two kinds of middle carbon steel, outside and low carbon steel, inside. In other words, Japanese sword is one of composite materials. There are hardly harmful impurities such as Si and Mn which decrease the sword quality.
This is referring to lamination (as shown below) as opposed to blending them together to form hada.
I don't see any discussion regarding two dissimilar steels being blended to form hada.
Having read both papers I'm quite confused as to what you and Alex see as evidence relevant for this discussion. I must have missed it and would very much appreciate clarification.
-
1
-
-
Does anyone have easy access to a high-resolution electron microscope?
If so, they'd be able to see what's going on.
From Physics and Engineering of New Materials pp 305–310 (link to book); this is regarding wootz specifically, but the same method of inspection should work with Nihonto:
Using high-resolution electron microscopy, we have found in a sample of Damascus sabres from the 17th century both cementite nanowires and carbon nanotubes. These might be the missing link between the banding and ancient recipes to make that ultrahigh carbon steel. The sample considered belonged to the wootz-type of Damascus steel which is fundamentally different from welded Damast. The nanotubes have only been revealed after dissolution of the sample in hydrochloric acid. Some remnants showed not yet completely dissolved cementite nanowires, suggesting that these wires were encapsulated by carbon nanotubes. Only recently, considerable progress has been achieved in reproducing the process of making the characteristic pattern of wootz. We propose a connection between impurity segregation, nanotube formation, nanotube filling with cementite, cementite wire growth, and formation of large cementite particles. Needless to say that the presence of a nanostructure will have an impact upon the mechanical properties.
I'm not suggesting that Nihonto are made from a steel similar to wootz, or that the findings would be similar - just that the methodology (using an electron microscope) should establish clearly what it is that we're seeing.
-
This video might help people to visualise grain size and some other aspects of heat treat (it's very beginner friendly):
-
49 minutes ago, Alex A said:
2
Might be refined and ready to go
again
"The high carbon steel (tamahagane), and the remelted pig iron (cast iron or nabe-gane),[11] are combined to form the outer skin"
Otherwise, as Jacques pointed out, no contrast in hada.
42 minutes ago, Alex A said:Yes, but they are folded, end result.................... hada
Of course the metal is folded as part of the refining process, but due to that process the carbon content has been homogenised throughout a piece of material. These are then laminated together to form the final billet.
Hada does not require dissimilar alloys. The cladding on this knife is folded (impure) iron, which began as a single piece of iron before being folded on itself and used to clad the high carbon core steel; the pattern is revealed by polishing on natural stones.

-
11 minutes ago, Alex A said:
Im not talking about refining the materials, im referring to the steel ready to make the blade.
Had folk saying the outer skin of the blade is just one type of steel whilst someone else said its 2
What is it ?

1, unless the blade is laminated in a way which leaves both Kawagane and Hagane exposed, such as Honsanmai.
But in that case you're seeing two distinct materials side by side (as with a san-mai blade) rather than blended and pattern welded together (as you might see on a traditional Chinese sword).
-
1 hour ago, Alex A said:
Always hate to quote wiki for some reason, but this is how i have always thought Japanese swords were constructed.
Somewhere in this thread some differing opinions have me a little lost.
https://en.wikipedia.org/wiki/Japanese_swordsmithing
Forging[edit]
 Forge scenes, print from a book from the Edo period (1603–1867), Museum of Ethnography of Neuchâtel.
Forge scenes, print from a book from the Edo period (1603–1867), Museum of Ethnography of Neuchâtel.
The steel bloom, or kera, that is produced in the tatara contains steel that varies greatly in carbon content, ranging from wrought iron to pig iron. Three types of steel are chosen for the blade; a very low carbon steel called hocho-tetsu is used for the core of the blade (shingane). The high carbon steel (tamahagane), and the remelted pig iron (cast iron or nabe-gane),[11] are combined to form the outer skin of the blade (kawagane).[12][13][14] Only about 1/3 of the kera produces steel that is suitable for sword production.[15]
The material first needs to be refined. The section quoted is discussing lamination of material after it's been refined by folding.
The discussion is currently focused on the hada left by folding the material in order to refine it.
QuoteOnce the steel had been refined, it can be used in the same way as mill steel.
And again " the different layers of steel are made visible during the polishing because of one or both of two reasons: 1) the layers have a variation in carbon content"..........
And a new one for me " 2) they have variation in the content of slag inclusions.
I doubt both of those reasons, due to 1) carbon migration (as described by Jean) and 2) the slag inclusions are removed through the refining process (i.e. folding), which also homogenises the material.
The material for the respective layers (of lamination) is kept separate until the final billet is assembled and drawn out.
-
29 minutes ago, ROKUJURO said:
Mark,
thank you for that link! There is a tiny mistake in that thread: Daniel Gentile should have used the correct term "hypo-eutectoid steel". Plain eutectoid steel contains 0.78% C.
I have been mentioning carbon diffusion a few times for a reason. As we know today, carbon migrates in steel at temperatures above 900°C. The higher the temperature and the longer the time the steel is exposed to high temperatures, the more carbon can penetrate (in the case of carbon-free iron) into the material. In the case of low-alloy high-carbon steels (as in TAMAHAGANE) with different carbon content, carbon will migrate from places with high carbon content to those with low content, until it comes to a balance.
Carbon diffusion goes fast at fire-welding temperature, and when you watch a Japanese swordsmith heating up the steel until a lot of sparks are coming out of the billet, you know it has about 1.300°C or even a bit more.
This is done to equalize the carbon content in the billet. With 10 to 12 foldings for KAWA GANE, the swordsmith knows from experience that his steel has about 0.7% of carbon throughout and is well homogeneized.
Let's play a bit with numbers: Assuming the smith did (only) 10 foldings, and his billet has a final thickness of 6 cm, a single layer of steel in it has a thickness of 0,06 mm. That corresponds roughly to the thickness of a European woman's hair.Carbon migration goes fast from one thin layer to another under the condition of fire-welding! Even assuming that the carbon content could be slightly different from one layer to another, a complete homogeneization of the billet will be the result. Watching some YouTube videos about Japanese swordsmithing will teach you that the smith carefully chooses his TAMAHAGANE for even carbon content. So there is even a pre-selection of the raw material.
There is a trick to prevent carbon diffusion by inserting a pure nickel layer in the billet, but as we all know, this is not done in sword forging.
I will mention that less folding with the result of thicker layers can reduce the carbon diffusion. If a smith chooses to use thick steel sheets with considerably different carbon content in the billet, it may well be that the finished blade shows a structured surface with small differences in the steel colour. This can often be seen in early European blades. But that is not done in Japanese sword forging.The legend that Viking swords (and even today's Damascus steel which is very different from Viking swords and 'true' Damascus made in India and Persia a few hundred years ago) are made from hard and soft steel and thus combine good cutting abilities with flexibility will persist as it seems to be logical. But it is only logical to people who don't understand metallurgy.
Concerning carbide formation, we have an eutectoid steel in a Japanese blade which means that the full carbon content is dissolved in the steel matrix. There are no clusters of carbides as in high-alloy steel. But due to the special technique of heating and quenching, martensite crystals of differing sizes can form in the steel which we see as NIE or NIOI.Thank you Jean for clarifying and elaborating.
I had guessed that the small amounts of Molybdenum and Vanadium would be drawn to the surface and thereby concentrated at the welds - with high enough concentration to form carbides along the weld lines.
As that isn't the case, what would you guess we're actually seeing?
Clearly we're seeing the welds, but I'd very much appreciate your insight as to what's going on metallurgically to create the visible contrast.
-
11 hours ago, Alex A said:
You see lots of swords made with a more refined steel/equal steel. Folk often describe them as looking bland or boring.
The guy in the vid i linked described features in older blades that you lose once you fold and work the steel many times. Part of the reason you wont see such features in a tight Shinshinto Ko-itame, some folk think thats boring too.
I have a sword from Walter Sorrels (the Bladesmith who's videos were linked above). The blade has been traditionally polished, but the visible appearance of the hada is (very) noticeably different to what you'd see on Nihonto or what you'd see on a folded iron-clad Japanese knife. You can see that it's composed of dissimilar layers.
The hada that we're used to on Nihonto looks a lot more like alloy banding than layers of different materials.
Here's a photo of a monosteel blade (Togashi Blue #2) showing alloy banding where no folding or pattern welding has taken place.

There's a few factors which determine alloy banding and the smith can quite well control it (even without folding the metal).
As I understand it, alloy banding can occur whenever there's presence of carbide forming alloying elements (Cr, V, W, Mo, etc), which brings me back to the idea of a material composition (i.e. chemical) difference as the underlying cause of the different appearance of hada in different eras (beyond the control of the smith) discussed earlier.
I assume that the hada is visible due to differences in hardness, which is brought out when the blade is polished. I don't believe though that those hardness differences are (in the case of Nihonto) due to dissimilar materials, but rather I would guess they're due to differences in carbide formation (as seen in alloy banding) within the folded steel.
This thread (regarding alloy banding) over at bladesmiths-forum might be of interest to some:
https://www.bladesmithsforum.com/index.php?/topic/2703-understanding-alloy-banding/
-
2
-
1
-
-
I've attached a photo to provide some further clarity to what Jean described above.
The knife at the top is clad in folded iron which was polished on natural stones and the bottom knife is clad in pattern-welded layered "damascus" steel which was etched to bring out the pattern.
The visual effect is very different (for the reasons described by Jean).

-
37 minutes ago, Alex A said:
As mentioned Mark, i cant imagine that materials and technique have not been able to be replicated
We are talking swordsmiths 800 or whatever years ago.
Weird how no one has got their head around it.
But as mentioned, little we can add here.
Perhaps some have mastered it and have kept it quiet?
It would be damaging to the market if word were to get out that it's impossible to tell apart a contemporary blade from a blade close to a millennia old. There would of course be a strong financial incentive to keep this hidden (if it were the case).
I'm not implying this is the case, I'm sure it's very unlikely, but I think it is a possibility.






Evaluating Forge Quality
in Nihonto
Posted
What you're seeking is termed Non-Destructive Testing (NDT).
X-rays and ultrasound scans will tell you more about the blade, as they can show delaminations and voids below the surface.
A good quality portable ultrasound scanner can be had for a few thousand dollars.